Processus majeurs de la gestion des interventions de maintenance
Le premier processus concerne la réalisation des interventions et il est possible d’en définir les enjeux de la manière suivante :
Maîtriser les délais et la réactivité d’intervention
- réaliser les interventions correctives dans les délais demandés par la production ;
- respecter les plannings de réalisation des interventions préventives facilement accessibles depuis l’outil Calendrier de l’application Mobility Work ;
- intervenir correctement du premier coup (formation technique, qualité du diagnostic, etc.)
Maîtriser les coûts d’intervention
Les coûts d’intervention occupent une place importante dans la gestion des interventions de maintenance. Ils peuvent être classés selon deux catégories :
- Coûts du personnel interne et externe :
- planifier les interventions de la journée/semaine ;
- préparer les interventions (modes opératoires, pièces, outils, sécurité) ;
- maîtriser les coûts et les performances des sous-traitants.
- Coûts des fournitures industrielles :
- assurer de bonnes conditions de stockage ;
- maîtriser la consommation de pièces de rechange ;
- maîtriser les prix unitaires d’achat des fournitures consommées.
Le second processus concerne la fiabilité, et peut être découpé de la manière suivante :
Maîtriser la fiabilité des installations
- identifier continuellement les équipements les plus pénalisants sur la fiabilité à l’aide de l’outil d’analytique de la GMAO Mobility Work ;
- analyser les équipements pénalisants et faire évoluer le contenu et la fréquence des programmes de maintenance préventive.
Maîtriser le coût de non-fiabilité
- identifier continuellement les équipements les plus coûteux en maintenance industrielle ;
- analyser les équipements coûteux et faire évoluer le contenu et la fréquence des programmes de maintenance préventive.
Maîtriser les stocks de fournitures industrielles
- identifier correctement les besoins de stockage pour éviter les ruptures de pièces de rechange et éviter les sur-stockages.
Le dernier processus concerne la gestion du cycle de vie et peut être découpé de la manière suivante :
Maîtriser les débuts de vie des installations
Assurer la mise à disposition des équipes de maintenance :
- des informations techniques ;
- des modes opératoires ;
- d’un classement des équipements selon leur criticité ;
- des programmes initiaux de maintenance préventive ;
- d’une dotation initiale de stock conforme aux risques.
Maîtriser la fin de vie des installations
Identifier continuellement les équipements arrivant en fin de vie et suivre les coûts globaux de possession :
- pertes de production ;
- coûts de maintenance ;
- obsolescence ;
- amortissements.
Intégrer la production
La production doit transmettre au personnel intervenant sur le processus de maintenance industrielle ses programmes de fabrication :
- Quand les installations fonctionneront-elles ?
- À quelle heure prévoit-on des changements de série ?
Ainsi une bonne gestion des interventions de maintenance peut permettre de planifier et de préparer sereinement ses interventions. La maintenance industrielle doit aussi de son côté communiquer à la production :
- la fréquence des interventions préventives ;
- sur quels équipements ;
- quelle durée.
L’ensemble de ces informations peut être géré dans la GMAO nouvelle génération Mobility Work, ce qui permet une véritable transmission des informations entre la production et la maintenance industrielle.
Maîtrise des risques et de la fiabilité : RBM/RCM
RCM : Reliability centered maintenance
La RCM est une démarche de maintenance centrée sur la fiabilité. Elle consiste à développer, de façon logique et structurée, des programmes de maintenance programmée afin d’obtenir des niveaux de fiabilité très élevés.
Définition des équipements critiques
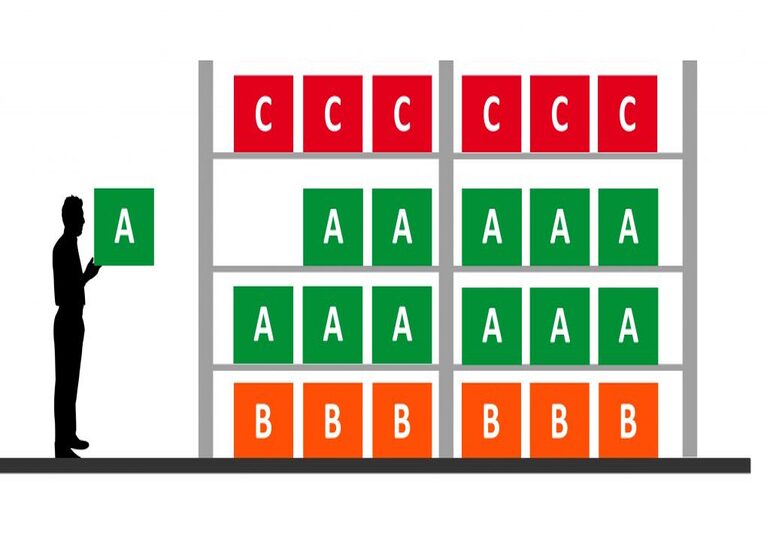
La plupart des usines ayant adopté la TPM classent leurs équipements selon leur importance par rapport aux standards de maintenance.
Par exemple un classement ABC :
- équipement très critique (A) ;
- équipement moyennement critique (B) ;
- équipement faiblement critique (C).
Différentes catégories
Il s’agit des machines qui relèvent d’une de ces 3 catégories :
- sont susceptibles de provoquer une forte baisse de production ;
- sont susceptibles de causer des défauts sensibles dans la qualité des produits ;
- font courir des risques aux opérateurs en cas de panne ;
- pourraient tomber en panne plus d’une fois tous les trois mois.
Définition des performances attendues de ces équipements.
Il faut faire la distinction entre les performances maximales et optimales.
Analyse des modes de défaillances (AMDEC)
L’AMDEC (Analyse des modes de défaillances, de leurs effets et de leur criticité) peut être définie de la manière suivante :
- définition des modes de défaillance possibles de ces équipements ;
- définition des effets possibles de ces défaillances ;
- définition et quantification des conséquences de ces défaillances ;
- probabilité de survenance de ces défaillances ;
- définition d’actions de prévention permettant de réduire ou de supprimer le risque identifié.
Mise en place des actions pour une meilleure gestion des interventions de maintenance
La meilleure action à mettre en place peut être la planification (programmation) des interventions de maintenance industrielle et le suivi des opérations.
RBM ou risk based maintenance
La RBM consiste à comprimer les dépenses de maintenance industrielle au plus proche du seuil de survenance des risques non désirés. La RBM suppose une parfaite maîtrise préalable de la RCM.
La maintenance programmée
Par maintenance programmée, on entend les activités de maintenance industrielle menées selon un programme ou un calendrier précis.
Le système doit être à réponse rapide. Deux méthodes permettent une mise en évidence précoce des anomalies :
- la maintenance périodique (à fréquence régulière) ;
- la maintenance prévisionnelle (fondée sur l’analyse des conditions d’utilisation).
La maintenance périodique
La maintenance période est effectuée à fréquence régulière, selon un calendrier prédéfini et sert à conduire les activités suivantes :
- le contrôle périodique (hebdomadaire, mensuel, annuel) ;
- le remplacement de certaines pièces à intervalles réguliers ;
- les révisions périodiques ;
- les mesures périodiques du niveau de précision (statique et dynamique) ;
- le traitement et le remplacement de l’huile.
La maintenance prévisionnelle
La maintenance prévisionnelle est fondée sur l’analyse des conditions d’utilisation. Cette méthode de maintenance présente divers avantages :
- Estimer le moment où des anomalies apparaîtront, sans démonter la machine.
- Permettre de vérifier la qualité des réparations effectuées sur les machines révisées.
- Aider à estimer les intervalles de réparation.
- Réduire les coûts de maintenance en éliminant des révisions périodiques.
Méthodes de diagnostics
Les deux méthodes de diagnostic utilisées sont :
- l’analyse simple : comprend des mesures effectuées avec un simple détecteur de vibration ou de surcharge pour déceler d’éventuelles anomalies ;
- toutes les analyses simples doivent être organisées de manière à ce que les opérateurs puissent les effectuer eux-mêmes ;
- le diagnostic de précision fait appel à des outils comme des instruments très sensibles pour découvrir les sources de vibration, mesurer et analyser leurs fréquences.
Répartition entre maintenance préventive et curative
Il existe 2 grandes démarches de maintenance :
- la maintenance accidentelle, curative ;
- la maintenance préventive.
La plupart des programmes de maintenance sont une combinaison de ces différentes approches. Le dépannage (ou maintenance accidentelle) présente deux inconvénients :
- les perturbations de production peuvent être considérables ;
- il peut être nécessaire de constituer des stocks de sécurité importants.
En revanche, quand il est possible de prévoir la panne, on peut s’orienter vers un principe d’intervention préventive, donc planifiable. Naturellement, plus on fait de maintenance préventive, moins il y aura de pannes. Les facteurs principaux à considérer sont :
- le nombre d’équipements et machines ;
- la probabilité de pannes ;
- le coût moyen de l’entretien d’une machine (dépend beaucoup des procédures et de la répartition des tâches) ;
- la qualité du personnel ;
- certains équipements ne se prêtent pas à la maintenance préventive du fait de la distribution de probabilité des pannes.
La gestion des ressources
La gestion des ressources humaines
Du type de maintenance industrielle choisie dépend le type d’organisation à mettre en place :
- équipes pluridisciplinaires ou spécialistes ;
- travail en normal ou en équipe ;
- etc.
La gestion du temps
D’une manière générale, l’efficacité et l’efficience proviennent de la programmation.
Le temps d’arrêt d’une machine qui vient de tomber en panne est composé de trois temps :
- le temps d’attente de l’équipe de maintenance ;
- le temps de diagnostic ;
- le temps de réparation.
La réduction du temps de panne à effectif égal dépend de la compétence. La réduction du temps de diagnostic peut être obtenue par des systèmes d’aide au diagnostic et par une accumulation d’expérience. Le temps d’attente dépend de la taille de l’équipe d’intervention et du nombre de pannes. Il existe des modèles mathématiques pour déterminer l’équipe la plus optimale. Trop souvent, l’équipe de maintenance est occupée à remédier à des pannes occasionnelles et n’a pas le temps d’effectuer des contrôles périodiques et complets (révision), de sorte que les pannes se reproduisent faute de mesures préventives.
Répartition entre la fabrication et la maintenance industrielle
Le service maintenance devrait prendre en charge :
- les tâches qui nécessitent une compétence particulière ;
- une révision générale dans laquelle la détérioration n’est pas visible à l’œil nu ;
- les réparations sur des machines difficiles à démonter et à remonter ;
- les tâches qui exigent des mesures spéciales ;
- les tâches qui présentent des risques importants pour la sécurité.
La répartition fabrication/maintenance est un enjeu important.
Auto-maintenance
Les opérateurs doivent développer un certain nombre de capacités :
- capacité à déceler les anomalies et à apporter des améliorations.
- capacité à comprendre les fonctions et les organes des machines ainsi qu’à déceler les causes d’anomalies ;
- capacité à comprendre les problèmes de qualité et à en déceler les causes.
En cas de panne, l’agent de production doit être capable d’établir un premier diagnostic et de dépanner dans un certain nombre de cas. Si la panne requiert une intervention du service maintenance, l’agent de production peut être amené à assister l’agent de maintenance. L’opérateur dispose d’un stock d’étiquettes de couleur qu’il appose sur les machines là où il constate des défauts auxquels il ne peut pas remédier. Ces étiquettes seront enlevées par la maintenance après réparation.
Trois des 5S les plus importants sont :
- la propreté ;
- l’ordre et le rangement ;
- les inspections et les contrôles.
L’opérateur peut procéder à un certain nombre d’opérations :
- niveaux (huiles, etc.) ;
- graissages ;
- nettoyages de filtres ;
- repérage de fuites ;
- resserrage des écrous desserrés ;
- couvercles dévissés ou mal ajustés ;
- repérage d’incidents mécaniques apparents : fissures, usures, etc. ;
- réglages mécaniques ;
- mesures de tension ;
- réglages de détecteurs ou de microswitchs ;
- etc.
Pour plus d’informations, vous pouvez lire notre article : Auto-maintenance: 5 étapes pour une mise en place réussie.
Les fournitures industrielles
Il peut s’agir d’un important poste de dépenses.
La sous-traitance
Elle dépend de la politique choisie (capacité, compétences, ou les deux).
En conclusion, nous pourrions définir les facteurs clés du succès dans la gestion de la maintenance industrielle de la manière suivante :
- la taille de l’équipe de maintenance ;
- le savoir-faire (analyse des causes des pannes) ;
- la localisation de l’atelier de réparation ;
- l’ordonnancement ;
- les procédures (premier, second etc. niveaux) ;
- l’usage de standards de travail ;
- la disponibilité des pièces de rechange ;
- le repérage des priorités : équipement très critique (A) moyennement critique (B), équipement faiblement critique (C) ;
- certains équipements ou composants peuvent être doublés pour les équipements critiques (impact financier conséquent).